

产品中心Product Series





当前位置:振动时效 > 产品中心 > 振动时效 > 振动时效
产品类别:振动时效
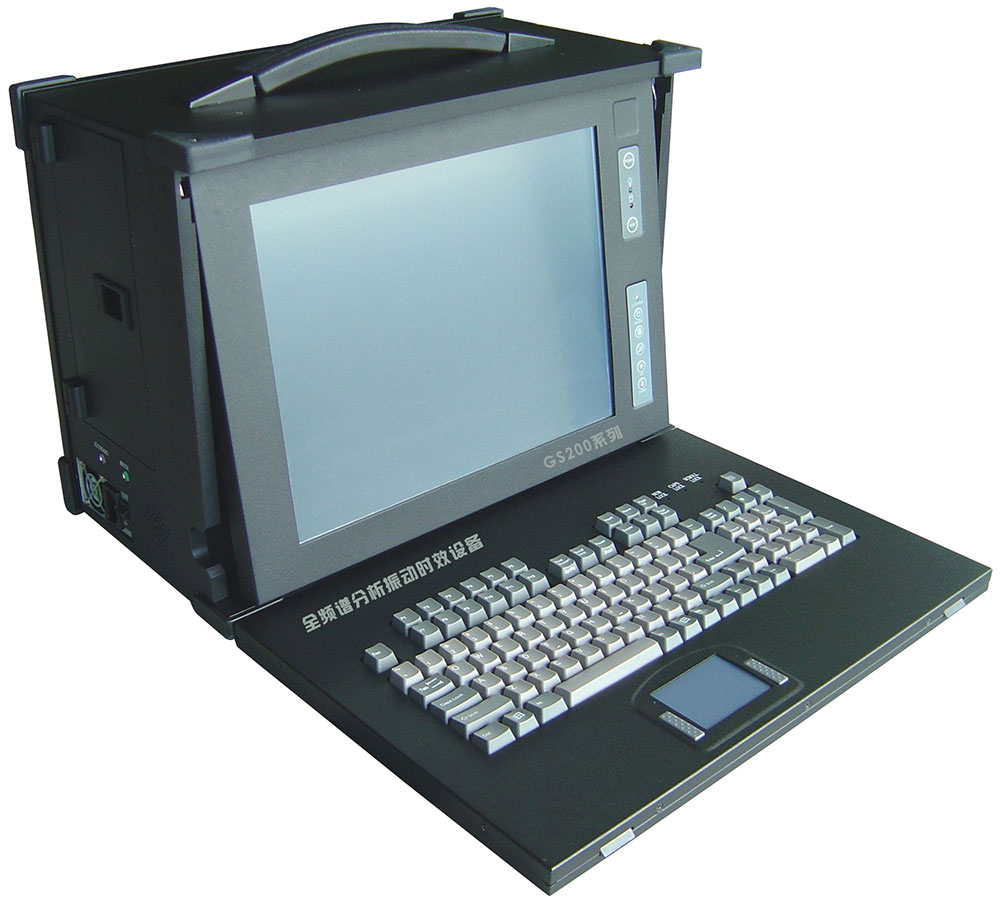
产品名称:GS200系列全频谱分析振动时效设备

产品详情
1、设备特点:
1)配备主机采用专业计算机,用于参数设置。并配置打印机,打印时效数据曲线方便;
2)随机动态曲线,图形时效数据清晰明了;
3)高速数据处理器,系统功能模块化;
4)先进稳波数字电路设计,电气特性平稳、无电气噪音;
5)实时数据显示,显示实时转速、加速度、电流、电压值
6)可方便地选择合适的激振力、阵型、转速,并控制时效进程,实时快速时效
7)可对工件进行全频谱分析,自动优化选择5个及以上最佳多维谐振峰,进行多维振动处理、多维消除和均化残余应力。用频谱分析技术对工件动应力及残余应力状态进行深层次分析,精确控制有限时效区域。投标人应在投标文件中对其设计方案进行详细描述以证明其能实现对工件的全频谱分析。
2、 频谱振动时效的优势
| 频谱谐波时效 | 亚共振时效 | |
| 频率寻找范围 | 对工件频率超出激振器转速范围的皆能找到谐波频率。 | 仅能对35%的工件找到频率,对工件频率超出激振器转速范围的,则无法找到共振频率。 |
| 处理范围 | 大于80% | 小于35% |
| 设备弃置率 | 0 | 75% |
| 振型 | 20个,至少5种 | 在激振器转速(一般8000转/分)范围内找,超出范围就没法实现。 |
| 噪音 | 在谐振频率下振动,大部分能量被吸收用于克服工件内阻,宏观振动不强,且所选频率皆在100赫兹以下,噪音很小。 | 在共振频率下振动,大部分能量被用于工件宏观振动,振动强烈,噪音很大。 |
| 工艺制定 | 对激振点、支撑点、传感器位置无特殊要求,所有处理参数皆由设备自动选取,处理结果不受操作者影响,效果恒定。可纳入正式生产工艺。 | 操作者需现场多次调整激振点、支撑点、传感器位置,凭经验选取振动参数,效果受操作者技能影响,很难纳入正式生产工艺。 |
| 标准 | (WJ2696-2008)于2008年10月1日实施。 | 机械行业标准 JB/T 5926-2005《振动时效效果 评定方法》。 |
| 适用范围 | 需消除应力不需改变金相组织,尺寸精度要求高以及因残余应力引起变形开裂的工件。 | 需消除应力不需改变金相组织,尺寸精度要求不高,固有频率在设备转速范围内的工件。 |
3、激振器的主要技术参数
| 主要技术参数 | GS200专用激振器 |
| 最大激振力(KN) | 30 |
| 调速范围(r/min) | 1000~8000 |
| 可处理工件重量(T) | 100 |
| 电机功率(W) | 1500 |
| 加速度测量范围(m/s2) | 0~199.9 |
| USB接口数据传输 | 可选 |
| 无线通信功能 | 可选 |
| 打印功能 | 可打印频谱时效报告 |
4、内置计算机配置(可根据客户需求定制)
采用英特尔平台,保证系统流畅运行;
CPU:英特尔酷睿i7系列高端处理器
内存:8G DDR4 内存
硬盘:128SSD+500G 机械硬盘
系统:Windows 10操作系统
显示器: 1920×1080分辨率高清显示


